
Digital HACCP Records:
Automatically generates audit-ready, tamper-proof reports of critical process parameters, significantly reducing the time and labor required for regulatory audits (FDA, BRC, GFSI).

Traceability & Batch Context:
Correlates environmental and process data with specific production batches, providing complete traceability from raw material to finished goods in the event of a recall investigation.

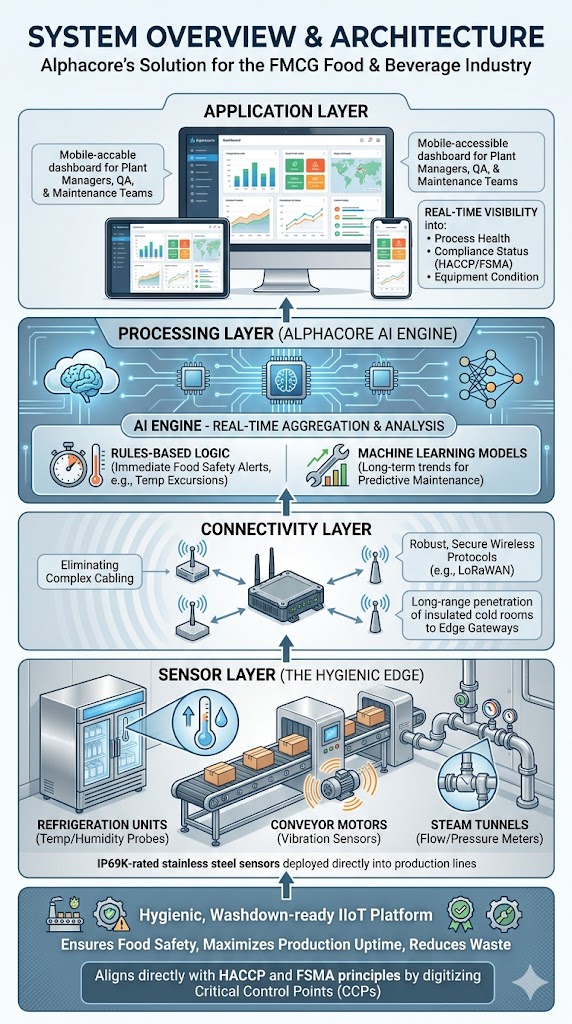
- Real-Time CCP Tracking: Continuously monitors temperatures in walk-in coolers, freezers, and spiral chillers. This digital record replaces manual logbooks, ensuring 24/7 compliance with food safety regulations.
- Excursion Alerting: Immediate notifications via SMS or email are sent if temperatures deviate from the safe setpoint for a predefined duration, allowing for rapid corrective action before product spoilage occurs.
- Compressor Health: Monitors power draw and duty cycles of refrigeration compressors to predict failures and identify efficiency losses, preventing catastrophic breakdowns that could ruin an entire production run.
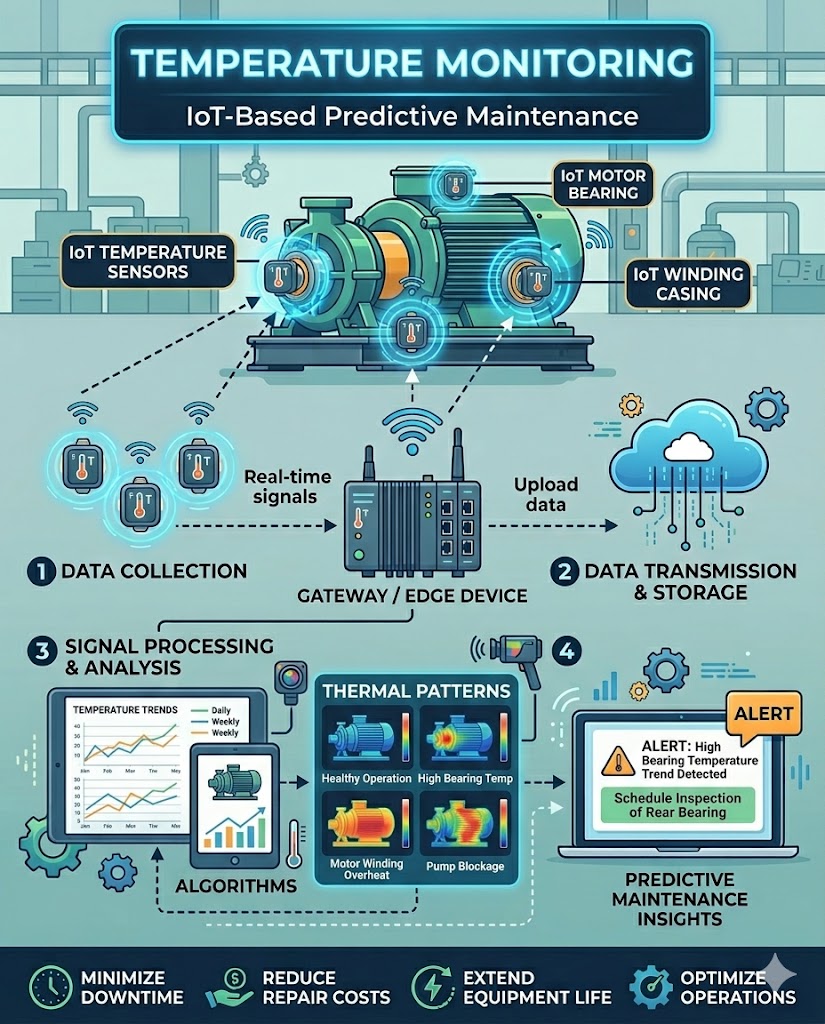
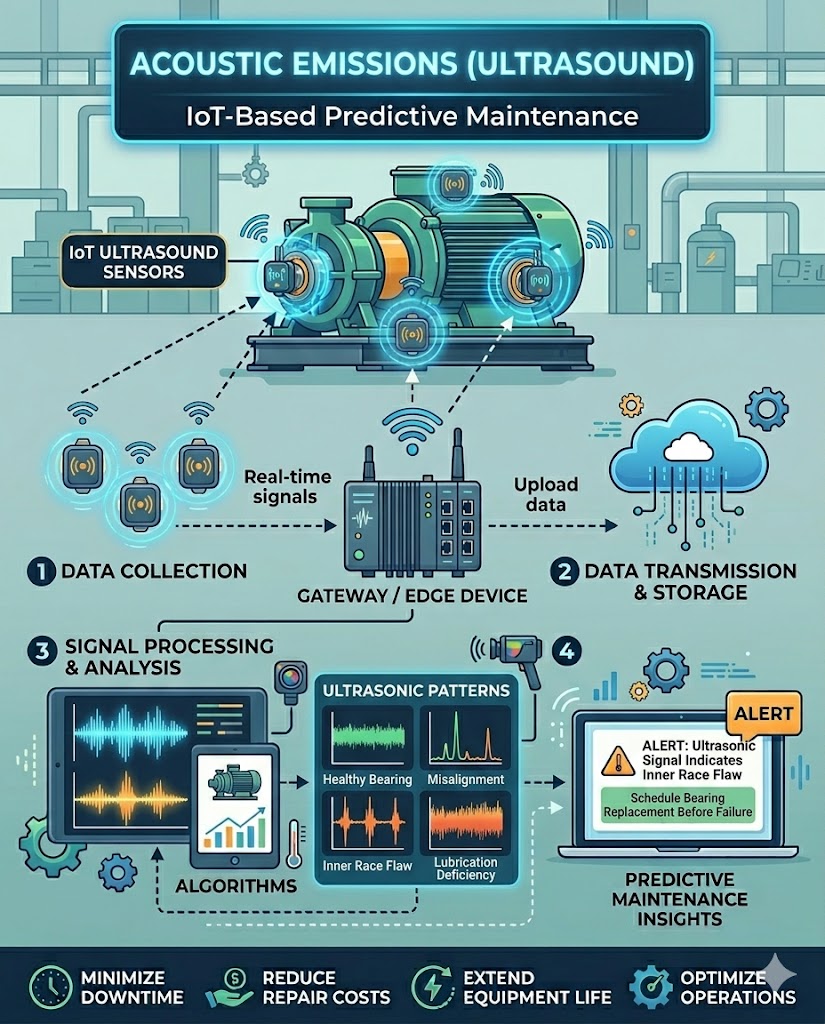
- Vibration & Motor Analysis: Sensors on conveyor drive motors and gearboxes detect early signs of bearing wear, misalignment, or belt tension issues. This prevents sudden failures that stop the entire high-speed production line.
- Predictive Maintenance: Instead of time-based maintenance, repairs are scheduled based on actual asset condition. This approach has been shown to identify 78% of potential failures before they impact production.
- Steam Quality & Flow: Monitors steam pressure, temperature, and flow rates in critical applications like blanching, sterilization (retorts), and Clean-in-Place (CIP) systems to ensure process lethality and sanitation standards are met.
- Trap Failure Detection: Identifies failed steam traps that are either leaking valuable steam or blocked and causing process backups. Fixing these issues significantly improves energy efficiency and process consistency.
- Real-Time CCP Tracking: Continuously monitors temperatures in walk-in coolers, freezers, and spiral chillers. This digital record replaces manual logbooks, ensuring 24/7 compliance with food safety regulations.
- Excursion Alerting: Immediate notifications via SMS or email are sent if temperatures deviate from the safe setpoint for a predefined duration, allowing for rapid corrective action before product spoilage occurs.
- Compressor Health: Monitors power draw and duty cycles of refrigeration compressors to predict failures and identify efficiency losses, preventing catastrophic breakdowns that could ruin an entire production run.
- Vibration & Motor Analysis: Sensors on conveyor drive motors and gearboxes detect early signs of bearing wear, misalignment, or belt tension issues. This prevents sudden failures that stop the entire high-speed production line.
- Predictive Maintenance: Instead of time-based maintenance, repairs are scheduled based on actual asset condition. This approach has been shown to identify 78% of potential failures before they impact production.
- Steam Quality & Flow: Monitors steam pressure, temperature, and flow rates in critical applications like blanching, sterilization (retorts), and Clean-in-Place (CIP) systems to ensure process lethality and sanitation standards are met.
- Trap Failure Detection: Identifies failed steam traps that are either leaking valuable steam or blocked and causing process backups. Fixing these issues significantly improves energy efficiency and process consistency.
Case Study 1
Large-Scale Bakery (Conveyor & Oven Reliability)
- The Challenge: A high-volume industrial bakery faced frequent, unpredicted stoppages of its main oven conveyor, causing massive product waste as bread inside the oven would burn during the downtime.
- The Alphacore Solution: Vibration and current sensors were installed on the conveyor's drive motors and tensioning systems. The data was fed into Alphacore's predictive analytics engine.
- The Result:The system provided a 3-week warning of a developing bearing fault in the main drive motor. Maintenance was scheduled during a planned sanitation shift, preventing a catastrophic failure that would have cost an estimated $50,000 in lost product and downtime.
Case Study 2
Frozen Meal Manufacturer (Cold Chain Integrity)
- The Challenge: A manufacturer of frozen dinners relied on manual temperature checks for its cold storage warehouses. A weekend refrigeration failure went undetected for 36 hours, resulting in the total loss of over $200,000 worth of finished inventory.
- The Alphacore Solution:Deployment of wireless, automated temperature sensors across all freezers, with real-time alerts configured for any deviation above -18°C for more than 30 minutes.
- The Result: Six months later, the system sent an emergency alert at 2:00 AM on a Saturday. A technician was dispatched and found a failed compressor fan. The unit was repaired before product core temperatures rose to unsafe levels, saving the entire inventory. The system paid for itself in that single event.

Mumbai
Mumbai



































