
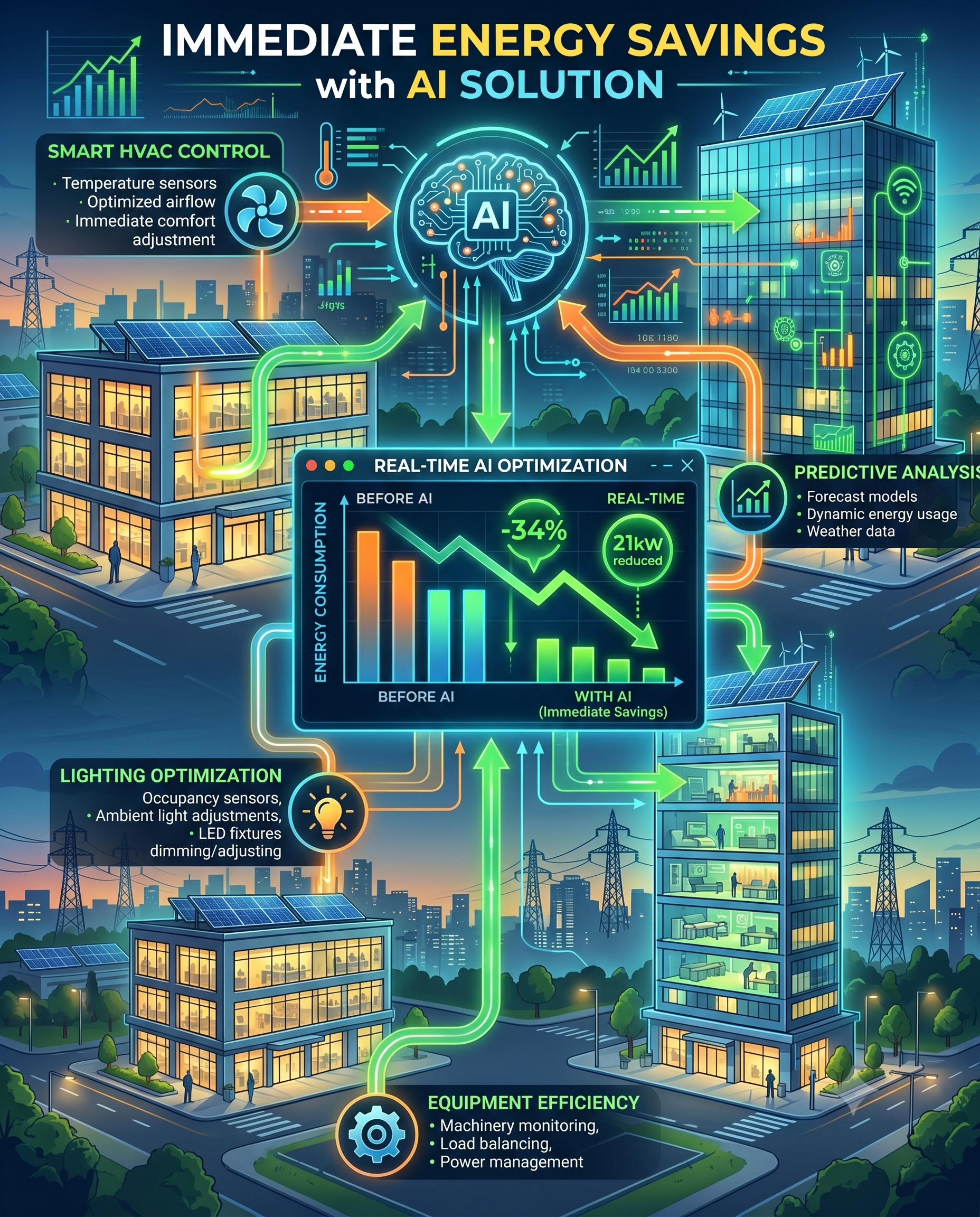
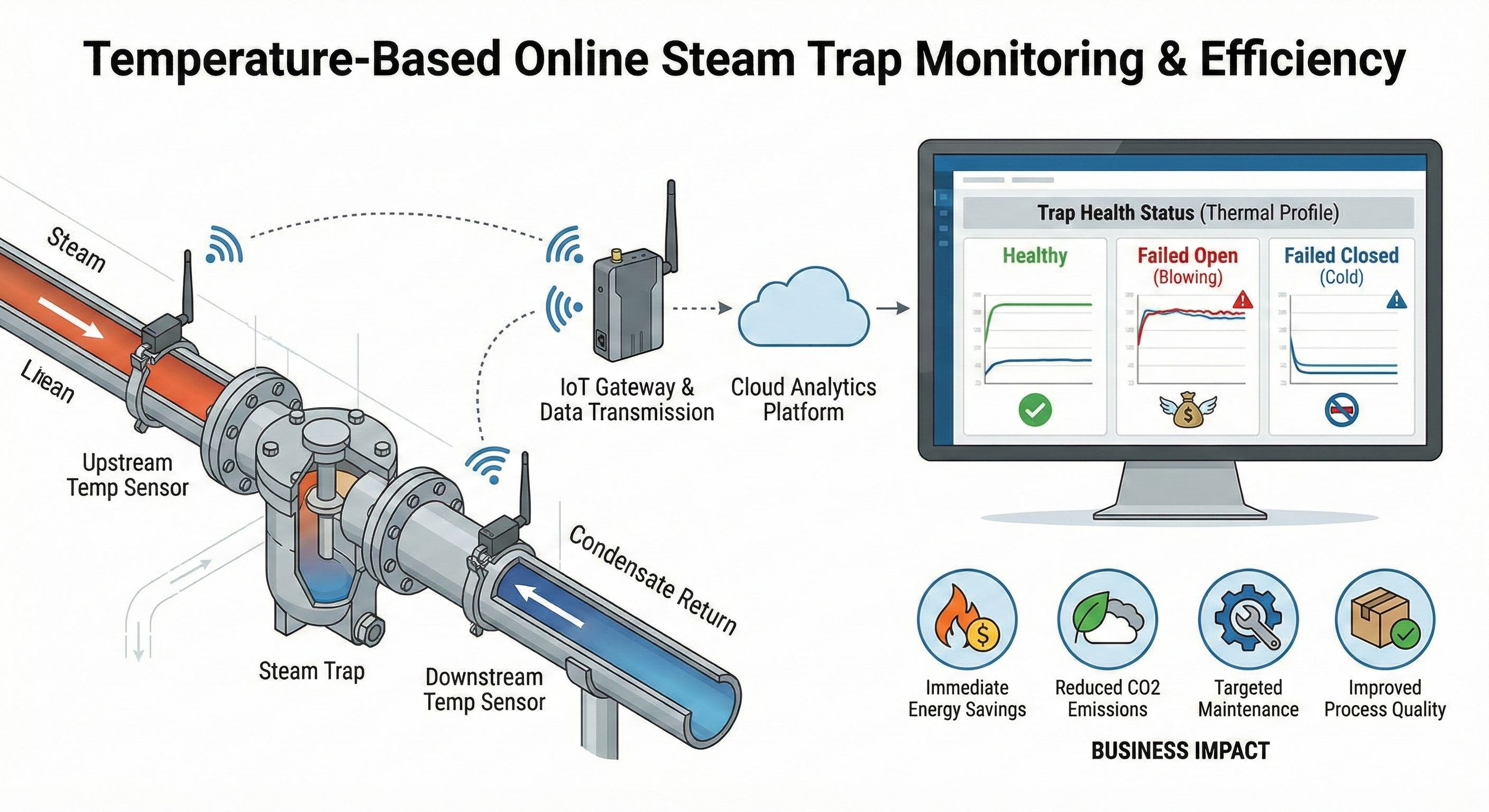
By catching a “Failed Open” trap in real-time based on abnormal heat in the return line, you stop the hemorrhage of expensive boiler fuel.
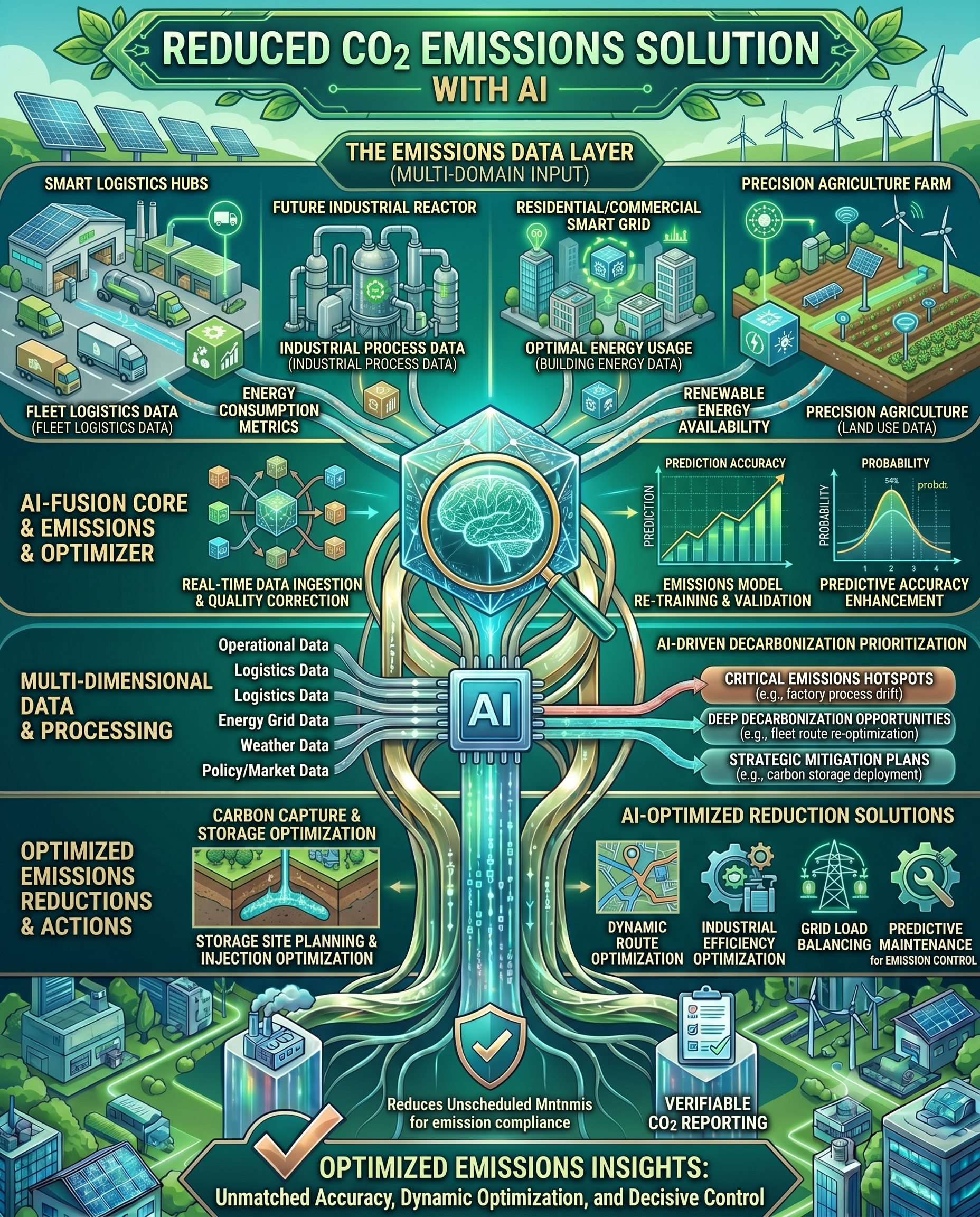
Less wasted steam means less fuel burned at the boiler, directly lowering the facility’s carbon footprint.
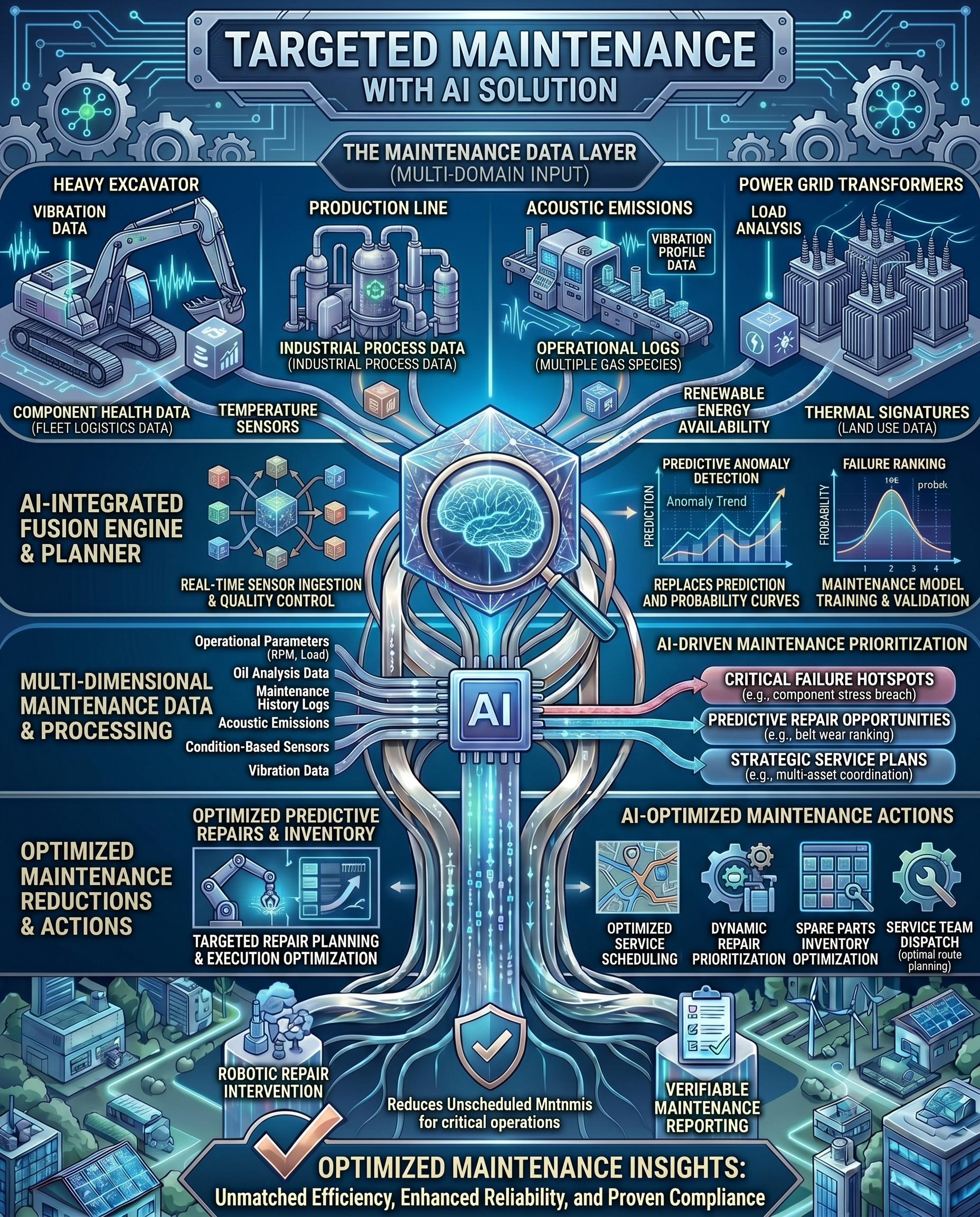
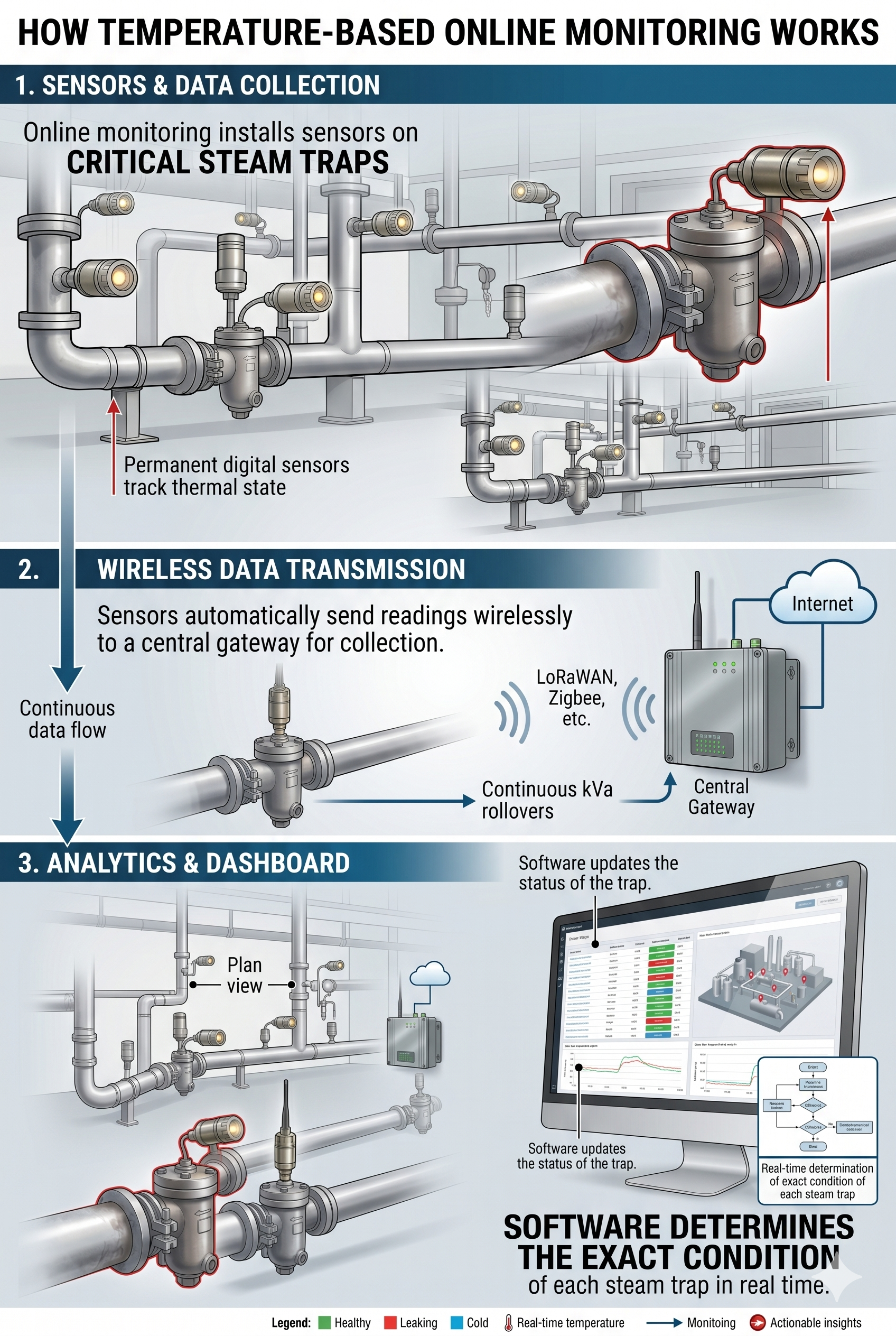
Maintenance teams no longer waste time checking healthy traps. The dashboard tells them exactly which trap has a thermal anomaly, where it is, and what they need to fix it.
- Ensuring condensate is properly removed keeps heat exchangers and jacketed vessels operating at their precise target temperatures, improving product quality.
By catching a “Failed Open” trap in real-time based on abnormal heat in the return line, you stop the hemorrhage of expensive boiler fuel.
Less wasted steam means less fuel burned at the boiler, directly lowering the facility’s carbon footprint.
Maintenance teams no longer waste time checking healthy traps. The dashboard tells them exactly which trap has a thermal anomaly, where it is, and what they need to fix it.
- Ensuring condensate is properly removed keeps heat exchangers and jacketed vessels operating at their precise target temperatures, improving product quality.

Mumbai
Mumbai



































